0532-66997208
qdhaikong@yzyjym.com

PRODUCTS CENTER
您對(duì)我(wǒ)們的產品與服務(wù)有任何問題,請用以下方式(shì)與我們聯(lián)係:
7*24小時熱線(xiàn)服(fú)務
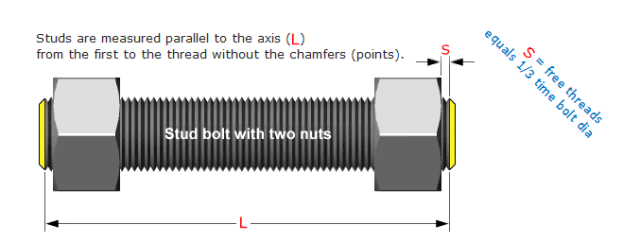
雙頭螺栓(shuān)雙頭螺栓(shuān)(Stud),也叫雙頭螺絲或雙頭螺柱。用於連接機械(xiè)的固定鏈接功能,雙頭螺栓兩頭(tóu)都有螺紋,中間的螺杆,有粗的(de)也(yě)有細的。一般用於礦山機械,橋梁,汽車(chē),摩托車,鍋爐鋼結構,吊塔,大跨度鋼結構(gòu)和(hé)大型建築等。
基本介紹螺栓特指直徑較大一些的(de)螺絲,也可以(yǐ)沒有頭部,如雙頭螺栓。一般(bān)的,不叫"雙頭螺栓"而叫"雙頭螺柱(zhù)"。雙頭螺柱(zhù)最常用的(de)形(xíng)式是兩端有螺(luó)紋,中間(jiān)是(shì)光杆。
最典型的用途:地腳螺栓、或者類似(sì)地腳螺栓的地方、較厚的連接(jiē),用普通螺栓無法實現的時候(hòu)。
規格標示螺紋規格d=M12、公(gōng)稱長度L=80mm、性能等級為4.8級等長雙頭螺栓完整標記為:GB 901 M12×80
主要用途1、用在主體為大型(xíng)設備,需(xū)要安裝附件,比如視鏡、機械密封座、減速機架等。這時就用到雙頭螺栓,一端擰入主體,安裝好附件後另一端(duān)帶上螺(luó)母,由於附件是經常拆卸的,螺紋會磨損或損壞,使用雙頭(tóu)螺栓更換會非(fēi)常方便。
2、用於(yú)連接體厚度很大(dà),螺栓長度非常長時(shí),會用雙(shuāng)頭(tóu)螺栓。
3、用於連(lián)接厚(hòu)板和不便使用六角螺栓連接的地方,如(rú)混(hún)凝土屋架、屋(wū)麵梁懸(xuán)掛單(dān)軌梁(liáng)懸掛件等(děng)。
防鬆目(mù)的實(shí)際工作中(zhōng),外載荷有振動、變化、材料高溫蠕變等會造成摩擦力(lì)減少,螺紋副中正壓力在某一瞬間消失、摩擦力為零,從而(ér)使螺紋(wén)聯接鬆動,如經反複作用,螺紋聯接就會(huì)鬆弛而失效。因此,必須進行防(fáng)鬆,否則會影響正常工(gōng)作,造成事故。
基礎(chǔ)知識雙頭螺栓(shuān)是依照GB897-GB901標準製造,所用材質有:Q235、45#、40Cr、35CrMoA、Q345D,規格有: M3mm-M100mm,長度可根據用戶需要定製。
高強(qiáng)度雙頭螺(luó)栓,材(cái)質有35#、45#、35CrMoA、25Cr2MoV、304、316、304L、316L、2H、2HM、B7、B7M、B16、B8、8、B8M、8M,廣泛(fàn)應用於(yú)電力(lì)、化工、煉油、閥門、鐵路、橋梁、鋼構、汽摩配件等領(lǐng)域
雙頭螺栓作用(yòng):一般用於礦山機械、橋梁(liáng)、汽車、摩托車、鍋爐鋼結構、吊塔、大跨度(dù)鋼結構和大型建築等。
雙頭螺栓的表示方法:一般雙頭螺栓表示(shì)為:M12×100 GB 901-88(標準) 35#/35#(材質)8.8級/8級(調製級別)意(yì)思就是:直徑為=12mm 長度=100mm GB 901-88采用的是國標(當然也(yě)可(kě)以根據需要采用行業標準)
雙頭(tóu)螺栓標準:GB 900-1988
雙頭螺栓的簡介雙頭螺栓節省時間和(hé)成本所(suǒ)有雙(shuāng)頭螺栓的結構不用鑽孔,衝孔,車螺紋,鉚接,擰螺紋和精整等步驟,不斷擴展結構設計(jì)的應用潛力(lì),大電(diàn)流和較小的熔深。
因此,可以焊接到很(hěn)薄的板材上。螺柱焊的工件必須是從一側焊(hàn)接。能在全位置焊接,借助於擴展器可以受限製的垂直隔板(bǎn)上。由於是短時間焊接且焊(hàn)後很少變形,故不需要修整。
因為焊接的結構不需要鑽孔,故不會造成泄漏。接頭可以達到很高的強度,即螺柱焊的接頭強度大於螺柱本身強度。
如何(hé)安裝雙頭螺栓良好的經濟性 對於其他焊接方法的優點,在於焊接功(gōng)率上。對於批量生產的工件,標準的螺柱是低成本(běn)的。設備和焊槍具有多種類型,設備的購置費用相對較低。
根據產(chǎn)品,可以(yǐ)製成多工位自動焊(hàn)機,或高精度龍門式(shì)數控自動焊機。螺柱焊具有較高的質量再現率和較小的廢品率(lǜ)。
但是,螺柱焊在應用中(zhōng)要注意其他熔化焊一樣(yàng),對鋼中的含碳量有一定(dìng)限製對於(yú)結構鋼螺柱,按推薦的螺柱材料和母材組(zǔ)合可焊性施焊,否則螺柱和母材相互之間(jiān)會(huì)有不熔性(xìng)。
推薦範圍以(yǐ)外的螺柱材料和母材組合要通過試驗確定(dìng)可焊性和地腳螺栓產品設計要求進行相關檢驗(yàn)評定可能性。
表麵(miàn)處理
雙頭螺栓一般都需要經過表(biǎo)麵處(chù)理,螺栓表麵處理的種類(lèi)很多(duō),一般常(cháng)用的有電鍍、發黑、氧化、磷化、非電解鋅片塗層處理(lǐ)等。但(dàn)是,電鍍緊固件在緊固件的實際使用中占有很大的比(bǐ)例。尤其在汽車、拖拉機、家電、儀器儀表、航天航空、通訊等行業和領域中使用更為廣泛。
然而,對於螺紋緊固件來說,使用中不僅要求(qiú)具有一定的防腐能力,而且,還必須保證螺紋的(de)互換性,在這(zhè)裏也可稱之為旋合性。為了同時滿足螺紋(wén)緊固件在使用中要求的(de)"防腐"和"互換"雙重使用性能,製定專門的電鍍(dù)層(céng)標(biāo)準是非常必(bì)要的(de)。
GB/T5267.1-2002[螺紋緊固(gù)件 電鍍層]標準是國家標(biāo)準"緊固件表麵處理"係列標(biāo)準之一,該標準包括:GB/T5267.1-2002 [緊固件 電鍍層(céng)];GB/T5267.2-2002 [緊固件 非電(diàn)解鋅片塗層] 兩標準。本(běn)標準等同(tóng)采用國際標準ISO4042;1999 [螺紋緊固(gù)件電鍍層]。本標準代替(tì)GB/T5267-1985 [螺紋緊固件電鍍層]標(biāo)準。
基本知識與保養生產雙頭螺栓是需要固定的設配與機床加工的,當(dāng)然其實加工程序還是相對簡單的,主要有一下工序:首先是需要拔料,拔料就(jiù)是用拔料機將歪(wāi)曲的的料拔直,經過這道工序之後才能(néng)進行下一(yī)道工(gōng)序,下一(yī)道工序就是用切割機將拔直的很
長的料按照客戶要求切割成客戶需要(yào)的長度,這就完成(chéng)了第二道工序,第三道工序是將切割好的短料放在滾(gǔn)絲機上(shàng)滾出來(lái)絲(sī)扣;到這裏(lǐ)普通的雙(shuāng)頭螺栓就加工完(wán)了,當(dāng)然如果需(xū)要其他要求,那還(hái)需要其(qí)他的工序。
一(yī)般知道的螺栓指的(de)是直徑比較大一些的螺絲,按照這一說(shuō)法螺絲(sī)相對螺栓來說,直徑就小很(hěn)多(duō)了。雙頭螺栓沒有頭部,也有(yǒu)的稱之為雙頭螺柱。雙頭(tóu)螺栓兩端都是有螺紋的,中間(jiān)不含螺紋,中(zhōng)間為光杆(gǎn)子。
雙頭螺栓用在大型設備上麵比(bǐ)如減速機架。在實際運(yùn)用的時候,外載荷會有震動加上(shàng)氣溫的影響就會出現摩擦力變小,久而久之螺紋(wén)連接就會鬆弛而失效。所以在平時的(de)時候需要做好雙頭螺栓的保養工作。
雙頭螺栓或者是地腳螺栓在長時間機械摩擦力的(de)作用下會出(chū)現問題,在出現問題的時候都要將發動機油底殼拆卸下來,認(rèn)真檢查發動機軸瓦的使用情況,檢查軸瓦之間的間隙是(shì)否(fǒu)過大,如果間隙(xì)過大就要(yào)及時更換。
在更換雙頭螺栓的時候也要更換連杆螺栓。一些大型設備比如製(zhì)釘機在平時運行的時候如果發現發動機(jī)運行的(de)不是很穩定的時候或者出現異響,也要及時停車檢查,以免出現更大的問題。
在每一次維修的時候,都要對新更換的雙頭螺栓和新更換的其他配件進行檢(jiǎn)查,檢查的時候重點放在雙頭螺栓的頭部和(hé)導向部分,還得(dé)嚴格檢查螺紋每個部分有無裂(liè)紋或者是凹痕,還要查看雙頭螺栓的牙齒形狀,是否有(yǒu)改變。
螺距有(yǒu)沒有異常(cháng),如果出現異常情況就堅決不能再使用了。在安裝連杆蓋的時候應該使用扭力扳手這個工具。必須要按照規定標準扭(niǔ)緊,扭力不可過(guò)大也不可過小,還要注意(yì)選擇(zé)配套廠家的雙頭螺栓和雙頭螺柱。


